

Introduction
Experimental program
Materials
Specimens preparation
Test Procedures
Results and discussion
Workability
Density
Mechanical properties
Apparent porosity
Ultrasonic pulse velocity
Dynamic modulus of elasticity
Conclusion and perspectives
Introduction
The accumulation of waste tires is proving to be a major health, safety and environmental issue nowadays. Waste tires are mainly disposed of in landfills, which causes a variety of issues including fire hazards, water, soil and air pollution in addition to providing a breeding ground for mice, mosquitoes, vermin and other diseases transmitting species [1, 2]. Moreover, due to their non-biodegradable properties even after a long period of land filling disposal and their bulky nature, stockpiling waste tires will eventually lead to a depletion of the available landfill sites [3].
In Algeria, despite a lack of official data, H. Trouzine et al. [4] estimated that 25918.5 tons of used tires were generated each year up until 2010. Due to the constant augmentation of vehicles in service, and the growing number of local automobile factories in the recent years, that number is increasing each year. So the accumulation of waste tires is not only a global environmental issue, it is very much an Algerian issue.
Solutions used around the world to deal with waste tires include reusing tire rubber in multiple plastic and rubber products, the incineration of waste tires for the production of heat and electricity or as fuel for cement kilns, as well as a variety of civil engineering applications [5].
The most common of these applications is the use of waste tire rubber as partial replacement of sand in concrete mixtures. Rubberized concretes possess lower density, lower mechanical strength, increased toughness and ductility and an improved thermal and sound insulation [5-8].
In addition to the possible technical advantages, partially replacing sand by tire rubber aggregates in concretes and other cementitious materials participates in the preservation of the diminishing sand reserves. Because of the rapid expansion of the construction field in Algeria, sand consumption has massively increased. That coupled with the protective environmental measures that placed many restrictions or even forbid river sand extraction, led to an increase in sand prices, which in turn led to the development of illegal sand trade where sand is illegally collected from protected areas, often with disastrous environmental consequences. Therefore, providing a partial alternative to sand in cementitious materials is a measure that would not only help solve the waste tires issue, but also participate in solving the sand related issues.
The purpose of this study is to further investigate one of the possible uses of tire rubber aggregates in cementitious materials, in this case as a partial replacement of sand in Portland cement mortars. Previous studies have focused on rubber modified mortars, and although it has been determined that the influence of rubber aggregates on cement mortars is close to that on concrete, including a lower workability, density and mechanical strength but also a higher deformability, an improved resistance to chloride ion penetration and better sound and thermal insulation properties [9-14], results vary considerably depending on the quantity of rubber aggregates introduced in the mixture, the granulometry of these rubber aggregates and finally the method of sand replacement, as it can be done by weight or by volume [5].
In this study, the physical and mechanical properties of tire rubber modified mortars were determined and then compared to those of a control mortar. Rubber aggregates were introduced as partial replacement of sand at four different levels by volume. Properties studied were workability, density, compressive and flexural strength, apparent porosity, ultrasonic pulse velocity and the dynamic modulus of elasticity.
Experimental program
Materials
Cement
The cement used was a CEM II/B-L 42.5 N manufactured in Algeria according to standards NA 442 [15] and EN 197-1 [16]. It is a Portland limestone cement with a specific surface area (Blaine method) of 4293 cm2/g. The chemical analysis of this cement is presented in Table 1.
Table 1. Chemical analysis of the cement
| Component | Proportion [%] |
| CaO | 59.77 |
| SiO2 | 18.62 |
| Al2O3 | 4.77 |
| Fe2O3 | 3.06 |
| K2O | 0.62 |
| Na2O | 0.08 |
| MgO | 1.87 |
| SO3 | 2.61 |
| Loss on ignition | 0.82 |
Sand
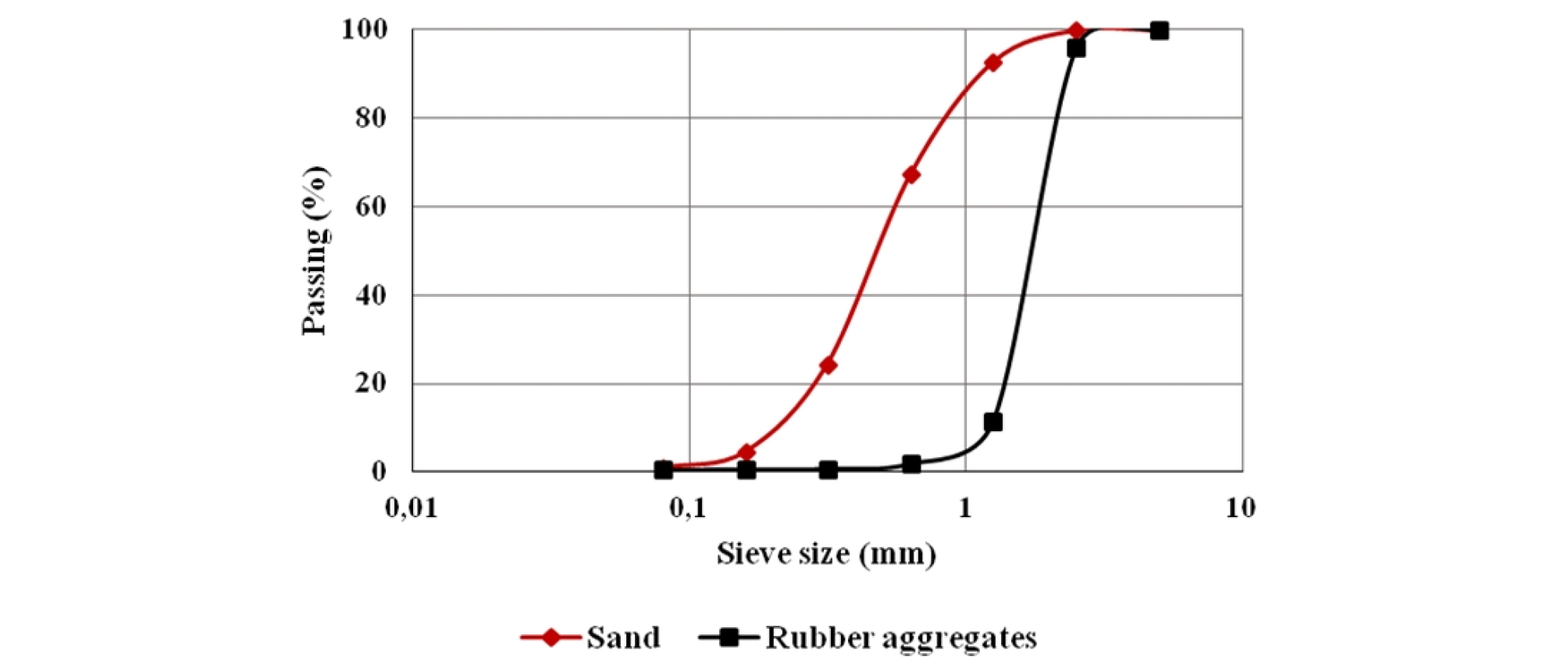
The sand used in this study is a local river sand. Before use, a granular correction / cleaning of this sand was conducted in order to eliminate coarser elements and defects and obtain a maximum grain size of 2.5 mm. The corrected sand has a fineness modulus of 2.11, and an apparent density of 1720 kg/m3. Its sieve analysis is presented in Figure 1.
Rubber aggregates
The rubber aggregates were obtained by mechanical grinding of used tires from the automobile industry. Prior to grinding, all metallic components were extracted from the tires. The sieve analysis represented in Figure 1 shows that these aggregates are homogeneous in size as more than 80% have dimensions included between 1.25 and 2.5 mm. The physical properties of the rubber aggregates are presented in Table 2. In terms of their composition, the aggregates are mainly composed of rubber (natural rubber and synthetic polymers) and carbon black. Other components include textile, zinc oxide, sulfur, stearic acid and a multitude of additives. The chemical analysis of the rubber aggregates as provided by the manufacturer is presented in Table 3.
Table 2. Physical properties of the rubber aggregates
| Physical properties | |
| Apparent density | 540 kg/m3 |
| Maximum size | 2.5 mm |
| Fineness modulus | 3.90 |
| Elongation at break | 400 % |
| Melting temperature | 170°C |
Table 3. Chemical analysis of the rubber aggregates
| Component | Proportion [%] |
| Rubber | 52 |
| Carbon black | 31 |
| Textile | 2 |
| Zinc oxide | 1.5 |
| Sulfur | 1 |
| Stearic acid | 1 |
| Other additives | 11.5 |
Specimens preparation
The mortars were mixed in a laboratory mixer according to standard EN 196-1 [17]. Rubber aggregates were added in the mixture as partial replacement of sand by volume at four levels: 5, 10, 15 and 20%. Sand and rubber aggregates were pre-mixed prior to their introduction in the mixer. The mixture proportions were determined on a double basis: the recommendations of the EN 196-1 standard, and a target workability previously defined. This means that the water/cement ratio has been varied to ensure the same workability for all mortar mixtures (a slump flow ranging between 3 and 4 cm on the Abrams mini-cone). However, the sand/cement ratio was kept constant at 3 for all mixtures. No plasticizer has been used in this study. Mixture proportions are recapitulated in Table 4. After mixing, prismatic test pieces (40 × 40 × 160 mm) were cast and then cured at 20 ± 2 °C and 100% relative humidity after demolding.
Table 4. Mixture proportions
Test Procedures
Following mortar mixing, the workability of the mixtures was evaluated using the Abrams mini-cone based on the recommendations of standard EN 12350-2 [18]. The Abrams mini-cone is a reduced model of the Abrams cone specially designed for mortars, it has the following dimensions: an internal diameter of 5 cm at the top and of 10 cm at the bottom with a height of 15 cm. The metal rod used to tamp each layer of mortar is perfectly similar in form with the recommendations of the norm (bullet nosed), with a diameter of 0.6 cm.
The density of mortars was determined by hydrostatic weighing at age 28 days on dried specimens. Three specimens for each mortar mixture were dried in an oven at 50 ± 2 °C until their constant weight [19] before the tests were conducted.
The compressive and flexural tests were carried out in accordance with standard EN 196-1 at ages 7, 14, and 28 days.
The apparent porosity of mortars was determined by using a technique similar to porosimetry by hydrostatic weighing following the recommendations of technical days AFPC-AFREM [20]. At age 28 days, three specimens for each mortar mixture were dried in an oven at 50 ± 2 °C until their constant weight. They were then put in a water tank at 20 °C until their complete saturation. The apparent porosity to water was determined by using the following equation:
P (%) = (Wsat – Wdry) / Wdry
Where P (%) is the apparent porosity to water, and Wsat and Wdry are the weights of the saturated and dried specimens, respectively.
The ultrasonic pulse velocity was determined by applying longitudinal ultrasonic vibrations in accordance with standard EN 12504-4 [21]. The vibrations frequency was 53 kHz. The tests were conducted at age 28 days on dried specimens as to exclude the influence of water on the propagation of ultrasonic pulses.
Finally, the ultrasonic pulse velocity test results were exploited to determine the dynamic modulus of elasticity using the following equation:
E = [(U2 ρ) / g] . 10-2
Where E is the dynamic modulus of elasticity (GPa), U is the ultrasonic pulse velocity (km/s), ρ is the density (kg/m3) and g is the acceleration due to gravity (9.81 m/s-2) [22].
Results and discussion
Workability
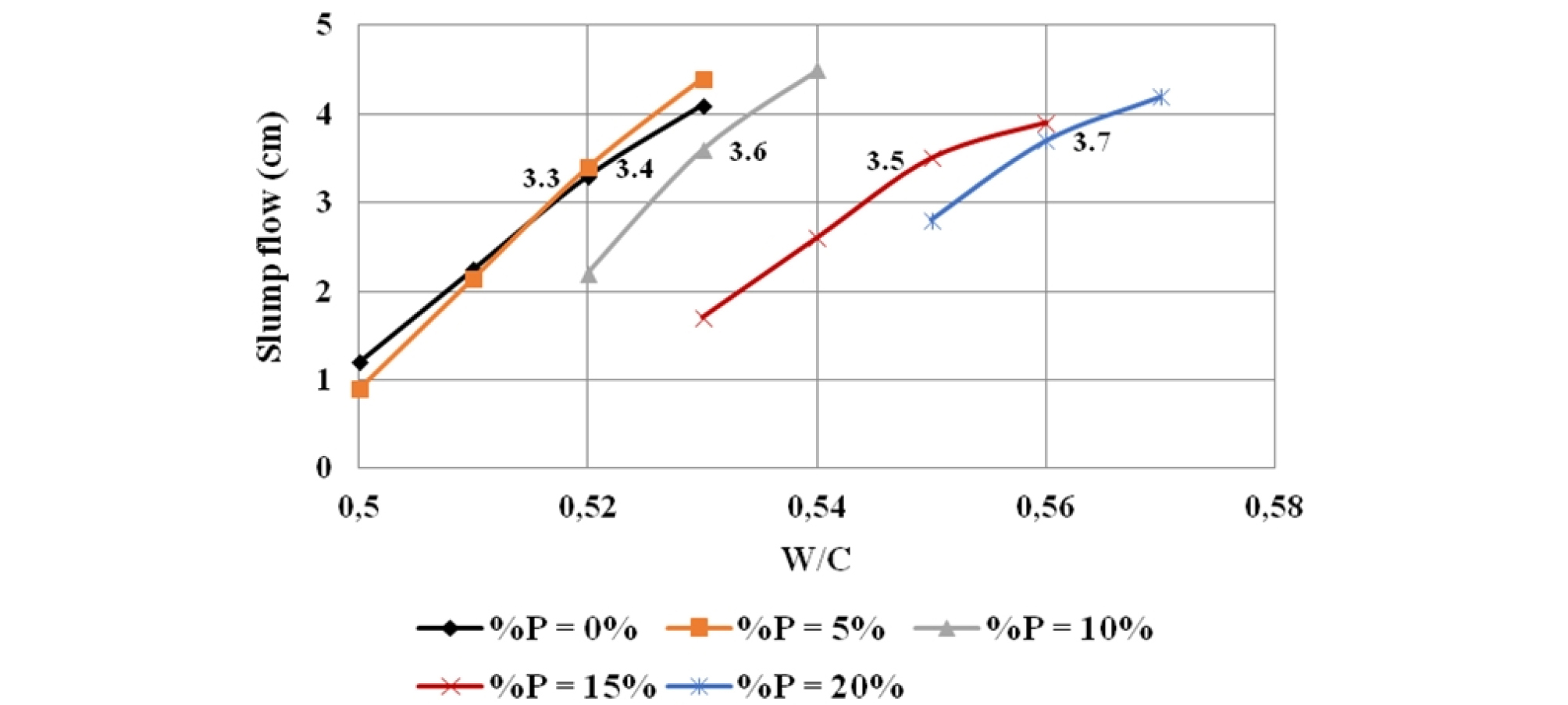
Prior to the workability tests, the decision was made that all mortars should have the same workability. Based on our own observations on the Abrams mini-cone slump test, and the study of commercial repair mortars by I.L. Tchetgnia Ngassam [23], we determined that the optimum range of workability for our mortars would be that with a slump flow ranging between 3 cm and 4 cm on the Abrams mini-cone.
The slump test measures carried out using the Abrams mini-cone showed that the addition of rubber aggregates in the mortars had a negative influence on their workability. The tests results are shown in Figure 2, where the optimum (slump flow - W/C ratio) points are highlighted with the value of the slump flow. For up to 10% of rubber aggregates in the mortars, the W/C ratio required to reach our target workability remains almost constant. The optimum W/C ratio was at 0.52, 0.52 and 0.53 for the mortars M0, M5 and M10 respectively. However, in order to maintain our target workability, the W/C ratio had to be increased for the following mixtures, as the optimum W/C ratio reached 0.55 for M15 and a maximum of 0.56 for M20. This means that the additional water in the mixtures containing rubber aggregates (especially M15 and M20) compensates the decrease in workability caused by these aggregates, maintaining all mortar mixtures in the workability range previously defined. This decrease in workability can be attributed to 2 reasons: 1) The hydrophobic nature of the rubber aggregates and their non-reactivity to water. This means that the rubber aggregates form an inert structure resisting the normal flow of mortar under its own weight 2) The rough surface of the rubber aggregates, which increases the friction between the aggregates and the cementitious matrix thus negatively impacting the flow of rubberized mortars.
Density
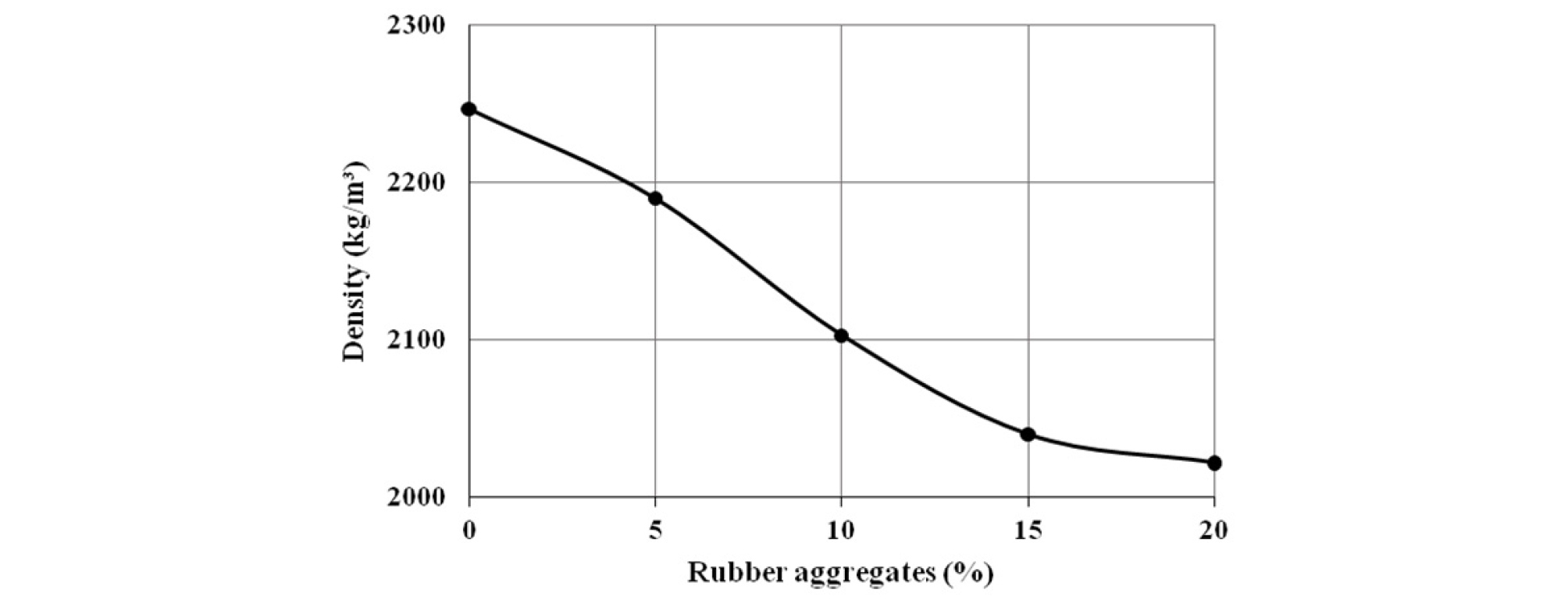
Results indicate that the addition of rubber aggregates in the mortar mixtures decreases their density. Test results can be seen on Figure 3. The density gradually decreases with the increase of rubber aggregates. The control mortar M0 was measured with a density of 2247 kg/m3, M10 was 6.41% lighter with a density of 2103 kg/m3 while M20 was the lightest with a density of 2022 kg/m3, 10.01% lighter than M0. This decrease is mainly due to the lightness of the rubber aggregates, which are three times lighter than the sand. However, we note that although the density of mortars has decreased in this study, this decrease remains limited to a maximum of 10.01%. The replacement of sand by rubber aggregates by weight would provide a greater reduction in density than when the replacement is by volume [5].
Mechanical properties
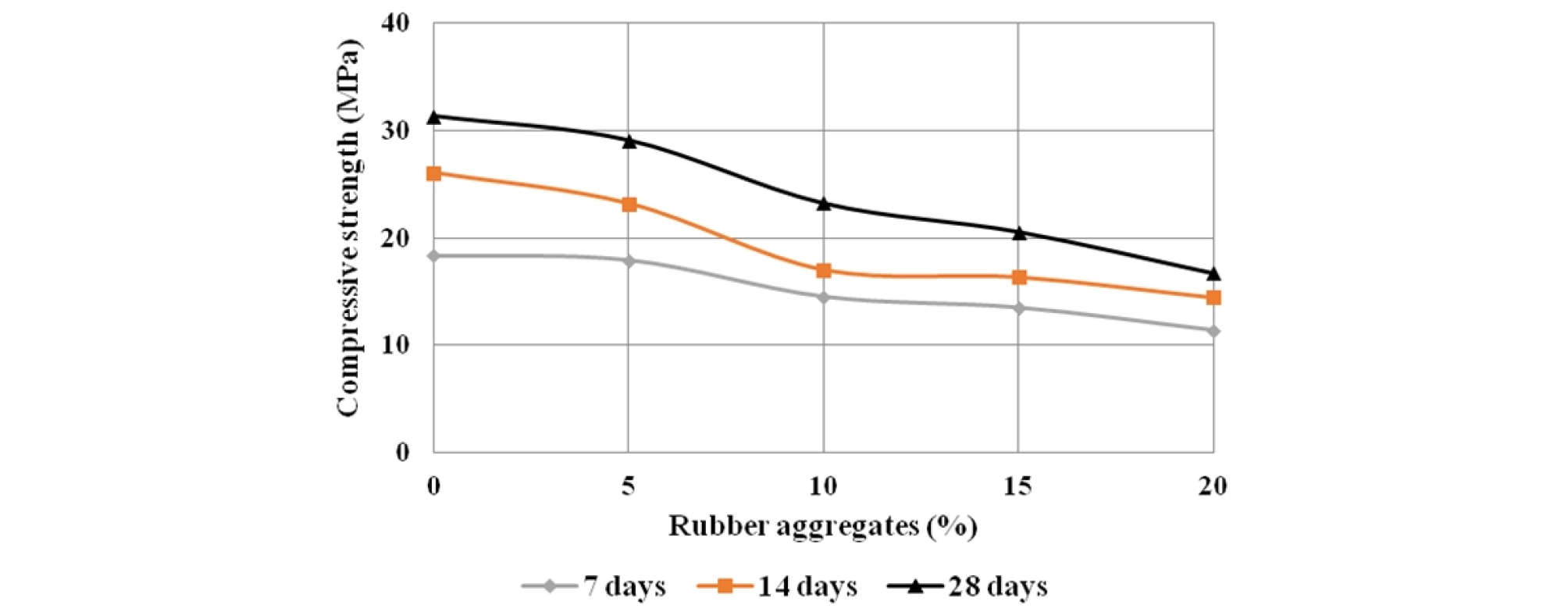
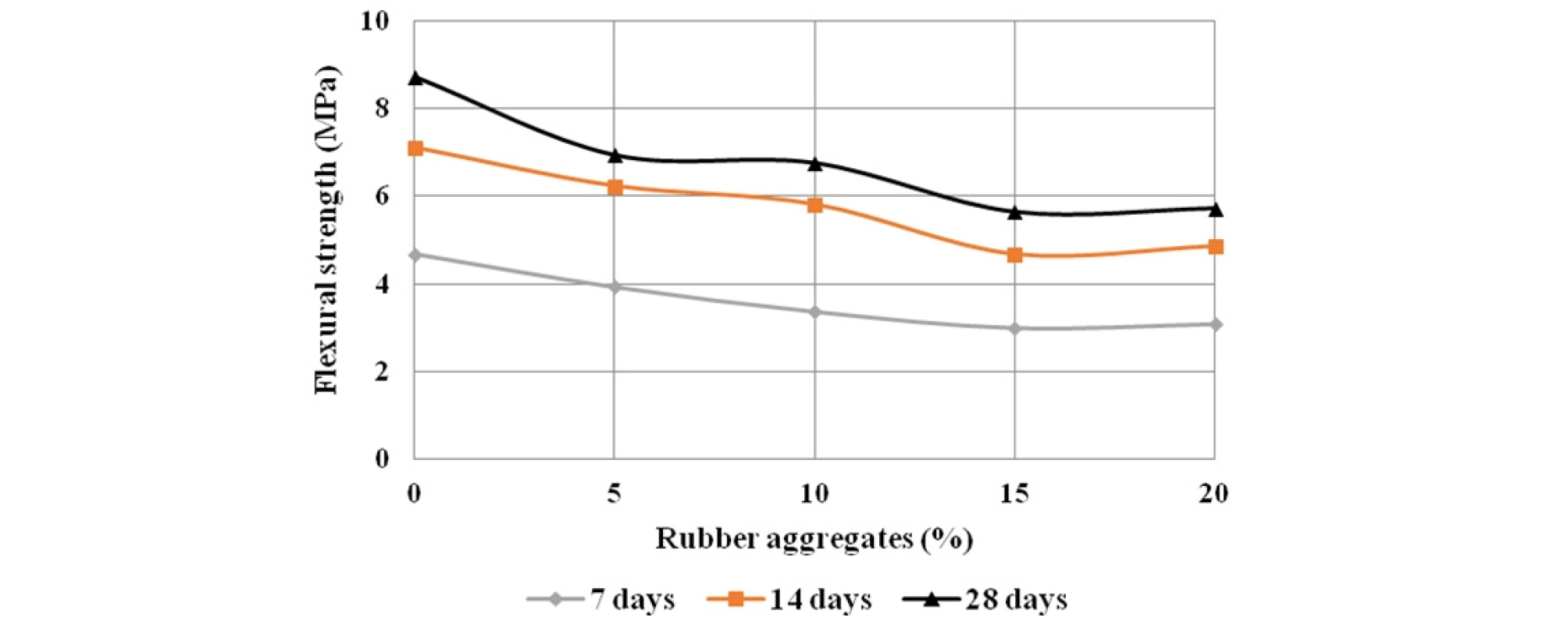
Test results indicate a diminution of the compressive and flexural strengths in the rubber modified mortars. The reduction is proportional to the amount of rubber aggregates added in the mixture. At age 28 days, M0’s compressive strength was measured at 31.36 MPa. It decreased by 25.93% for M10, and 46.72% for M20. M0’s flexural strength was at 8.71 MPa at age 28 days, it was 22.5% and 34.33% lower for M10 and M20 respectively. The minimum resistance values obtained at age 28 days for M20 were 16.71 MPa for the compressive strength, and 5.72 MPa for the flexural strength. All the compressive and flexural tests results at ages 7, 14 and 28 days are recapitulated in Table 5. The loss of strength observed is attributed to the poor adherence between the cementitious matrix and the rubber aggregates, which is caused by the extra air present around the rubber aggregates in the modified mortars. However, the compressive and flexural strength values obtained for the rubber modified mortars are within the range of values requested for the usual applications of cement mortars. They largely fulfill the minimum strength requirements of the EN 998-1 [24] standard regarding the mortars used in masonry. Finally, it was observed that even though the introduction of rubber aggregates decreased the flexural strength of mortars, the split under bending load was less sudden in the rubber modified mortars, especially for M15 and M20. This is due to the rubber aggregates that prevent the development of cracks thus improving the ductility of the modified mortars. The influence of rubber aggregates on compressive and flexural strengths at ages 7, 14 and 28 days is shown in Figures 4 and 5.
Table 5. Compressive and flexural strength at ages 7, 14 and 28 days
Apparent porosity
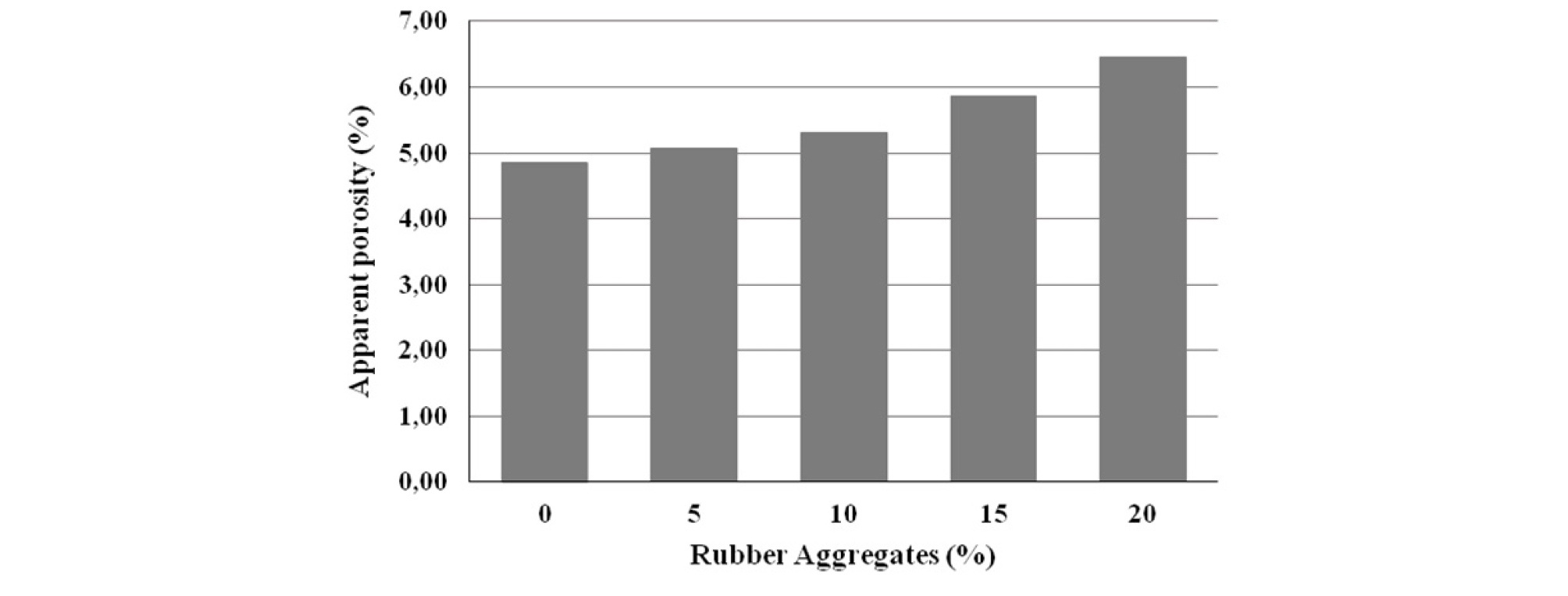
The addition of rubber aggregates in the mortars increased their apparent porosity, although it was a slight increase. Apparent porosity increased slightly each time the proportion of rubber aggregates in the mortar increased. It was at a minimum of 4.85% for the control mortar M0 and then increased for the following mixtures. It was at 5.07% for M5, 5.30% for M10, 5.87% for M15 and finally a maximum of 6.46% for M20. This increase in apparent porosity is due to 3 main reasons: 1) the air entrapment caused by the hydrophobic nature of the rubber aggregates at the particle-paste interface 2) the fact that the rubber aggregates are coarser than the sand, causing an increase in the pore sizes 3) the increase in W/C ratio that was necessary to keep a constant workability. The variations in apparent porosity are shown in Figure 6.
Ultrasonic pulse velocity
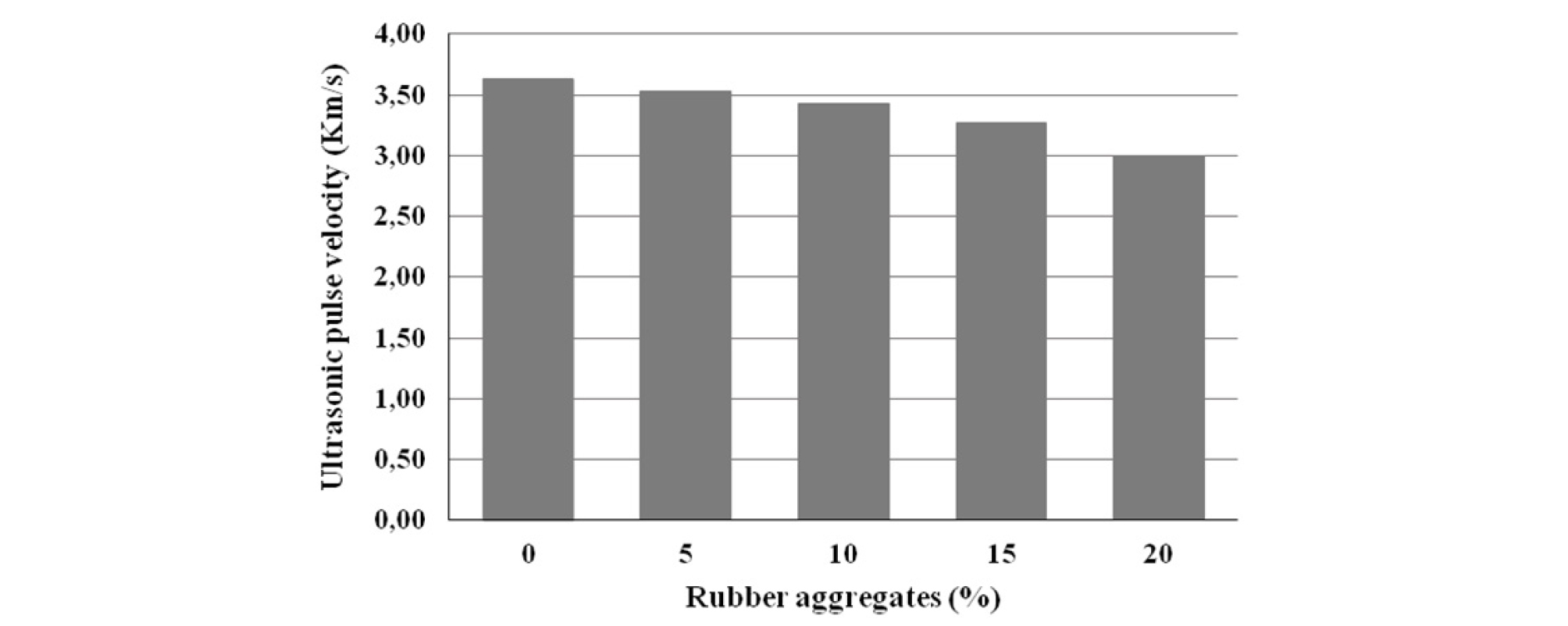
Ultrasonic pulse velocities and the corresponding propagation times obtained from the tests are recapitulated in Table 6. These results indicate that the ultrasonic pulse velocity decreases with the increase of rubber proportions in mortars. This decrease is proportional to the amount of rubber aggregates added in the mixtures, although we note that the gap between M15 and M20 is the most significant with an ultrasonic pulse velocity decreasing from 3.27 km/s to 3.00 km/s. It was measured at 3.63 km/s, 3.53 km/s and 3.43 km/s for M0, M5 and M10 respectively. This decrease in ultrasonic pulse velocity is attributed to 2 reasons: 1) the higher porosity in rubber modified mortars as shown previously. Ultrasonic pulse velocity is closely linked to porosity, it decreases when porosity is increased as it is in the rubber modified mortars 2) the insulating properties of the rubber aggregates, which influence negatively the propagation of ultrasonic pulses. Considering the link between ultrasonic pulse velocity and sound insulation, these results indicate that the introduction of rubber aggregates in the mortars improves their sound insulation properties.
Table 6. Ultrasonic pulse velocity and propagation time
| Mortar | Ultrasonic pulse velocity [km/s] | Propagation time [µs] |
| M0 | 3.63 | 44.1 |
| M5 | 3.53 | 45.3 |
| M10 | 3.43 | 46.7 |
| M15 | 3.27 | 48.9 |
| M20 | 3.00 | 53.1 |
The variations in ultrasonic pulse velocity are shown in Figure 7.
Dynamic modulus of elasticity
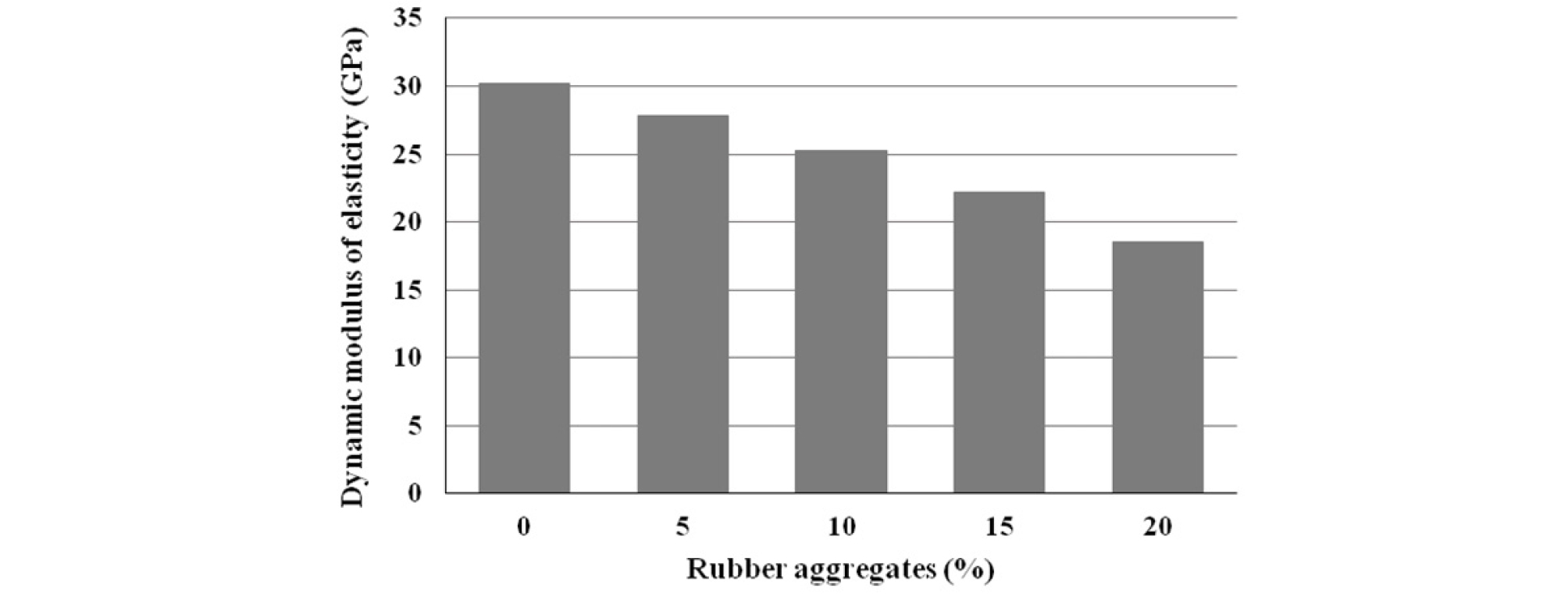
Ultrasonic pulse velocity results were exploited to determine the dynamic modulus of elasticity. These results indicate that the addition of rubber aggregates in mortars decreases their dynamic modulus of elasticity. While the dynamic modulus of elasticity was calculated at 30.182 GPa for the control mortar, it gradually decreased each time the proportion of rubber aggregates in the mixtures was increased. The dynamic modulus of elasticity decreased by 7.83%, 16.44%, 26.33% and 38.54% for M5, M10, M15 and M20 respectively, reaching 25.221 GPa for M10 and a minimum of 18.550 GPa for M20. This diminution is mainly due to the higher deformability of the rubber aggregates, but also to the augmentation of porosity and air content in the rubber modified mortars. The decrease in the dynamic modulus of elasticity means that the introduction of rubber aggregates increased the deformability of the mortars. The influence of rubber aggregates on the dynamic modulus of elasticity is shown in Figure 8.
Conclusion and perspectives
The work presented here focuses on the possibility of using waste tire rubber aggregates as partial replacement of sand in cement mortars. The following conclusions can be drawn from the results of our tests:
⦁For up to 10% of rubber aggregates in the mortar mixtures, workability is almost constant. M10’s W/C ratio was 0.53 compared to M0’s 0.52. However, the mixtures containing more rubber aggregates (M15 and M20) required higher W/C ratios to keep a constant workability.
⦁Rubberized mortars proved to be lighter than the control mortar, with density decreasing proportionally with the addition of rubber aggregates. The fact that the decrease in density remained limited at 10% at most is consistent with the literature which indicates that a replacement of sand by weight causes a greater decrease in density, compared to that by volume.
⦁Although compressive and flexural strengths gradually decreased when the proportion of rubber aggregates was increased, this decrease remained tolerable as the rubberized mortars had resistance values that would qualify them for the usual applications of cement mortars.
⦁The apparent porosity increased moderately with the addition of rubber aggregates in the mixtures. Apparent porosity was measured at 4.85% for the control mortar M0, slightly increased to 5.30% for M10 and reached a maximum of 6.46% for M20.
⦁Ultrasonic pulse velocity decreased proportionally to the amount of rubber aggregates added in the mixtures. From 3.63 km/s for the control mortar, it diminished to 3.43 km/s for M10 and reached a minimum of 3.00 km/s for M20. This indicates that the sound insulation properties of the mortars increased each time the proportion of rubber aggregates went up.
⦁Finally, the use of rubber aggregates notably decreased the dynamic modulus of elasticity of mortars. The diminution was proportional to the quantity of rubber aggregates in the mixtures, reaching 16.44% for M10 and a maximum of 38.54% for M20, when compared to the control mortar. These results show that the introduction of rubber aggregates in the mortars caused quite an important increase in their deformability.
Consequently, our study shows that the partial replacement of sand by rubber aggregates had multiple beneficial effects. The mortar M10 containing 10% of rubber aggregates stands out as the most interesting one as it combines the advantages of introducing rubber aggregates in the mortars (lightness, better sound insulation properties and better deformability), while limiting the negative effects as the workability and apparent porosity are almost constant and the decrease in mechanical strength remains contained, when compared to the control mortar.
These modified properties open up a range of possible applications for rubberized mortars including the use as a coating material for interior and exterior walls or rooftops and the use as a binder in brick walls. Moreover, due to their improved elasticity the use of rubberized mortars as repair materials is also a possibility that is worth exploring.
These applications could prove to be particularly adapted to the Algerian context, as the country is in the middle of a vast program that aims to build 1.6 million housing units by the end of 2019, while multiple governmental housing projects are in preparation for the near future.
Finally, besides the technical advantages of using rubberized mortars the environmental benefits of this recycling method are very promising as it could participate in the reduction of the amount of waste tires and the problems caused by their accumulation, as well as bringing a partial solution to the issues caused by sand exploitation in Algeria and elsewhere.
