

Introduction
GFRP Rebar Product System and Quality Standards
GFRP Rebar Product System
Quality Standards of FRP Rebar Material
Material and Methods
Material
Methods
Results and Discussion
Conclusions
Introduction
In the modern construction industry, the development of sustainable and innovative materials is a crucial factor in enhancing the safety, durability, and economic efficiency of structures. For instance, the collapse of a 12-story apartment building in Florida in June 2021 was attributed to the corrosion of steel reinforcement due to seawater infiltration in coastal structures. Furthermore, the pre-wetted salt spreading for de-icing road facilities has led to increased chloride usage, causing chloride attack and raising maintenance costs while compromising aesthetics [1, 2, 3, 4]. To address these challenges, the utilization of Glass Fiber Reinforced Polymer (GFRP) rebar, a construction material with enhanced durability, has gained attention [5, 6, 7].
GFRP rebar, being lightweight compared to traditional steel reinforcement, exhibits excellent tensile strength, low thermal conductivity, and high corrosion resistance. Consequently, it has the potential to contribute to the longevity of various construction structures such as bridges, buildings, and tunnels, particularly enhancing the durability of structures exposed to seawater and chemical substances. Advanced nations, including the United States, have actively applied GFRP rebar, and Korea is also preparing national design and construction standards [2, 5, 7].
However, to expand the application of GFRP rebar, it is crucial to ensure the quality of the material, which precedes structural design and construction technology considerations. GFRP rebar must satisfy quality standards such as tensile strength, modulus of elasticity, thermal conductivity, and corrosion resistance. These properties can be influenced by various factors during the manufacturing process. Particularly, the high-temperature heating process during GFRP rebar production has not been extensively studied for its impact on the material’s properties and performance. Additionally, there is a lack of research on the interrelation between production speed and these factors [8, 9, 10].
Therefore, this study aims to analyze the quality characteristics of GFRP rebar products based on the usage of curing agents, heating temperature, and production speed. Various GFRP rebar products were produced by varying curing agent dosage, heating temperature across six zones, and production speed. Visual inspections focused on the presence of indentation marks, carbonization, generation of bubbles, and occurrence of bending. Furthermore, flexural strength was measured and analyzed to estimate the interrelation between product quality and strength.
GFRP Rebar Product System and Quality Standards
GFRP Rebar Product System
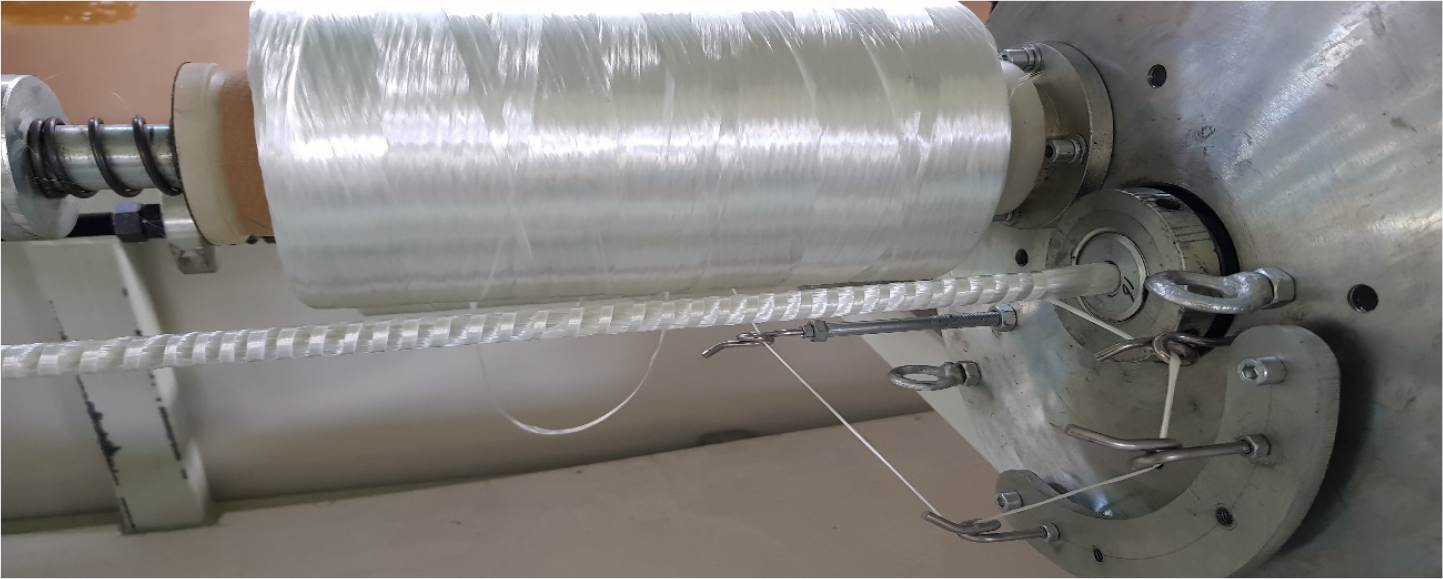
Figure 1 illustrates the manufacturing equipment constructed for GFRP rebar in this study. GFRP rebar is formed by combining glass fibers with polymer, primarily using vinylester resin or epoxy resin as the matrix. The production process of GFRP rebar can be broadly categorized into (1) the strand process, (2) the curing agent immersion process, (3) the heating and curing process, (4) the cutting process, and (5) the quality inspection process.

The strand process involves shaping the rebar using multiple strands of glass fibers, and it is related to the fiber content of GFRP. The curing agent immersion process entails immersing the glass fibers created in the strand process in a mixture of polymer resin and curing agent. Subsequently, the material enters the curing process after passing through a total of six heating zones. The produced GFRP rebar is then cut into various lengths according to user requirements and undergoes visual or physical quality inspections before being considered finished.
Quality Standards of FRP Rebar Material
In the case of Korea, the ‘FRP Reinforcement Structure Design Guidelines’ specify quality criteria for FRP rebar materials, including fiber content, glass transition temperature of the resin, dimensions, tensile strength, and modulus of elasticity [11]. The tensile strength and modulus of elasticity of FRP rebar are predominantly governed by the fibers. To ensure satisfactory mechanical properties, a minimum fiber content of over 55% by volume is specified, as lower fiber content may compromise the mechanical characteristics of FRP rebar.
Resin, in a rigid state, becomes softer as the temperature increases. The temperature at which such a property change occurs is referred to as the glass transition temperature. To prevent a degradation in the heat resistance performance of FRP rebar, a glass transition temperature of over 100°C is required. The dimensions of FRP rebar adhere to the specifications of Korean Industrial Standard (KS) D 3504 [12], including nominal size, nominal diameter, and nominal cross-sectional area. Choosing dimensions between D6 (nominal diameter 6.35 mm) and D32 (nominal diameter 31.8 mm) is recommended to avoid potential performance degradation issues during the manufacturing process associated with smaller or larger dimensions.
Additionally, tensile strength and modulus of elasticity tests are conducted for understanding the properties, quality assurance, and management of FRP rebar. Tensile strength tests, according to KS F ISO 10406-1 [13], calculate tensile strength and ultimate strain, while modulus of elasticity is tested following KS F ISO 10406-1.
Material and Methods
Material
This study constructed manufacturing equipment for GFRP rebar, as shown in Figure 1, to analyze the quality characteristics of GFRP rebar products based on the usage of curing agents, heating temperature, and production speed. Additionally, a total of 47 test conditions (T01~T47), as outlined in Table 1, were designed for the investigation.
Table 1.
Test conditions for GFRP rebar based on ratio of hardener, heating temperature and production speed
For all test conditions, vinylester resin with properties outlined in Table 2 was utilized, and the dimensions of GFRP rebar targeted D13 (nominal diameter 12.7 mm). The glass fiber roving, which is related to fiber content, had a tex of 4800, with 44 strands, and the spacing between nodes of GFRP rebar was set at 13.8 mm. Curing agents, including high-temperature, moderate-temperature, and low-temperature curing agents, were used in fixed proportions (0.5%, 1.0%) based on the resin quantity (100) to uniformly induce curing throughout the cross-section of GFRP rebar. Additionally, a small amount of pigment was added for color representation of the product. The temperature of the heating zones, consisting of a total of six segments, was adjusted from 140°C to a maximum of 250°C, and the production speed was varied from 400 mm/min to a maximum of 1200 mm/min. Figure 2 illustrates the strand process of GFRP rebar, while Figure 3 depicts the temperature control and production speed control devices for the heating zones, and Figure 4 provides sample photos of the produced items.
Table 2.
Properties of vinylester resin used in this study


Methods
Following the test conditions specified in Table 1, GFRP rebar products were produced, and the appearance of each product was inspected to determine the presence of (1) indentation marks, (2) carbonization, (3) generation of bubbles, and (4) occurrence of bending.
Indentation marks occur when sufficient drying is not achieved in the heating zone during the pull-out production process. Carbonization is the phenomenon where the product surface becomes darkened due to excessively high heating temperatures. Bubbles occur when the surface of GFRP rebar solidifies first during the curing process, while internal curing lags, leading to the formation of bubbles within the GFRP rebar. Bending is a phenomenon where GFRP rebar products are not smoothly cured during the heating process of production or when the product bends due to temperature differences with the surrounding air.
Furthermore, this study measured and analyzed the flexural strength of products under the test conditions T13, T14, T15, and T16 from Table 1 to provide a simple estimation of the interrelation between product quality and strength.
Results and Discussion
Table 3 presents the results of the quality characteristics analysis of GFRP rebar products conducted in this study based on various test conditions. According to Table 3, significant variations in quality were observed depending on the curing agent’s conditions, such as indentation marks, generation of bubbles, and occurrence of bending. For T01~T30, where high-temperature, medium-temperature, and low-temperature curing agents were used at 0.5% resin content, all products exhibited indentation marks, and T08, T09, T21, and T22 showed bubbles. Additionally, bending occurred in 17 conditions, including T01, T02, T05, T06, and T07, among the total 30 conditions. However, for T31~T47, where high-temperature and low-temperature curing agents were used at 1.0% and 0.5%, respectively, no indentation marks, bubbles, or bending were observed. Carbonization occurred in some production conditions of T26, T27, T28, T34, T35, T42, and T43, irrespective of the curing agent’s conditions, indicating that it happens when the heating temperature is above 220°C during the heating and curing process after the curing agent is applied. However, T44, which showed no defects in all visual inspections, had the same heating temperature as T42 and T43. T44’s production speed was 800 mm/min, faster than T42 (400 mm/min) and T43 (600 mm/min), suggesting that the impact of high-temperature heating was minimal, resulting in no carbonization. Overall, all four visual inspection criteria are associated with the curing agent’s conditions, heating temperature, and production speed of GFRP rebar. Therefore, to ensure high-quality products, appropriate curing agent use, as well as the adjustment of heating temperature and production speed, is crucial.
Table 3.
Test results for GFRP rebar based on ratio of hardener, heating temperature and production speed
Figure 5 illustrates the heating temperature of non-defective products identified in the previous four visual inspections. Non-defective products were produced at heating temperatures ranging from 150 to 220°C for all sections. It can be observed that as the production moved from zone #1 to zone #6, the heating temperature slightly increased or remained the same in two consecutive zones.
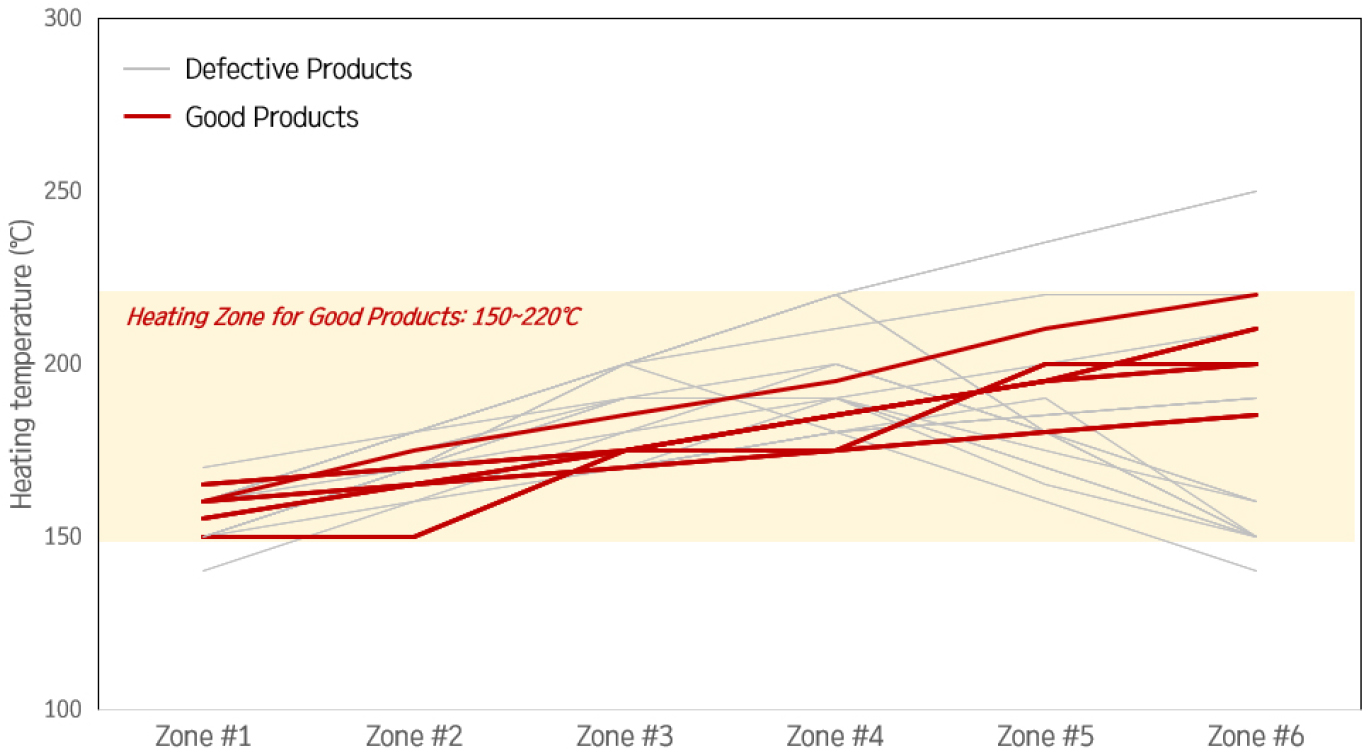
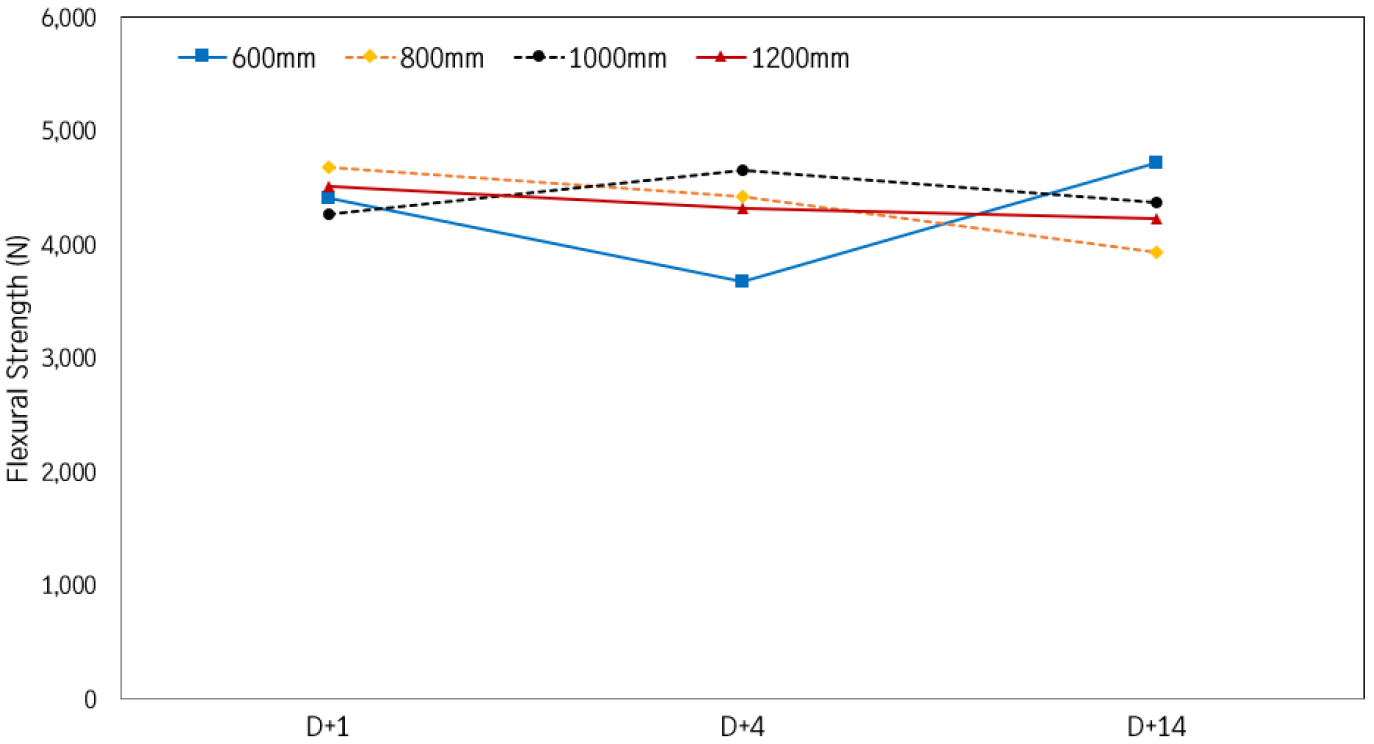
Figure 6 depicts the results of the flexural strength test of GFRP rebar products according to the production speed and curing days. According to Figure 6, under the same curing agent and heating temperature conditions, the flexural strength of products produced at different speeds showed a partial increase depending on the curing days at room temperature. However, no clear correlation was observed. Therefore, in the studied scope, GFRP rebar undergoes gradual curing at room temperature even after the curing process in the product manufacturing process, and the strength does not exhibit a consistent increase, contrary to the initially hypothesized scenario.
Conclusions
This study aimed to analyze the quality characteristics of GFRP rebar products based on curing agent usage, heating temperature, and production speed. The following conclusions were drawn:
1.The manufacturing equipment for GFRP rebar was established, and a total of 47 test conditions (T01~T47) were designed based on curing agent usage, heating temperature, and production speed.
2.In the scope of this study, T01~T30, which used high-temperature, medium-temperature, and low-temperature curing agents at 0.5% resin content, exhibited indentation marks in all products, and some products experienced bubbles and bending. However, T31~T47, which used high-temperature and low-temperature curing agents at 1.0% and 0.5%, respectively, showed no indentation marks, bubbles, or bending.
3.Carbonization occurred irrespective of the curing agent’s conditions. This phenomenon was observed during the heating and curing process after the curing agent application when the heating temperature was above 220°C.
4.Non-defective products were produced at heating temperatures ranging from 150 to 220°C for all sections. It was noted that non-defective products were produced when the heating temperature slightly increased as production moved from zone #1 to zone #6 or when the same temperature was maintained in two consecutive zones.
5.Under the same curing agent and heating temperature conditions, the flexural strength of products produced at different speeds exhibited a partial increase depending on the curing days at room temperature in the studied scope. However, no clear correlation was observed.
6.All four visual inspection criteria conducted in this study were associated with the curing agent’s conditions, heating temperature, and production speed of GFRP rebar. Therefore, to ensure high-quality products, it was recognized that appropriate curing agent use, along with the adjustment of heating temperature and production speed, is crucial. Further testing under diverse conditions is deemed necessary for future research.
